





1.Auto-loader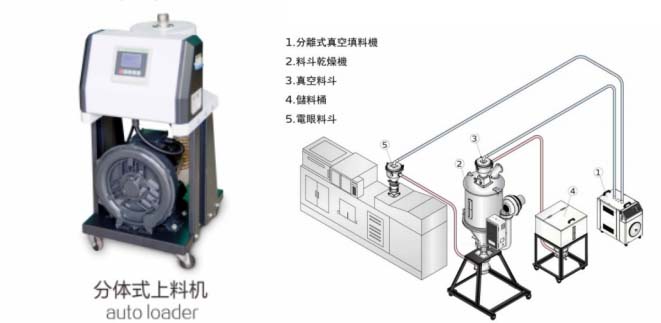
Loader is used to feed the material to the hopper. It helps save labor from carrying materials. By blocking the transport system, it improves the workshop environment, reduce pollution and ambient temperature. When choose auto-loader, as most jerry cans are 1 liters, 4liters and 5 liters, and the weight usually won’t over 250g, so 400kg/hour is enough.
2.Chiller
Cooling water is mostly used to cool the mold. (1) If the mold to hot, it is not easy to molding the products. (2) Facilitate the demold, then the jerry can won’t stick to the mold. (3) Decrease the time high pressure inflate, after that the cycle time can be faster.
3.Mixer
Mixer are used to mix up raw material and color master batch to make the jerry can have attractive colors. Or it can mix up virgin material and recycled material, helping save cost of materials. Control box sends signal to the motor, and it starts rotating. Motor main shaft drives blades to mix different materials with the rotation, which evenly mix the material in short cycle. When timer of the control box reaches set time, the motor stops. At this time, open the discharge port of the hopper, and discharge the material. Then, the mixing is finished.
4.Crusher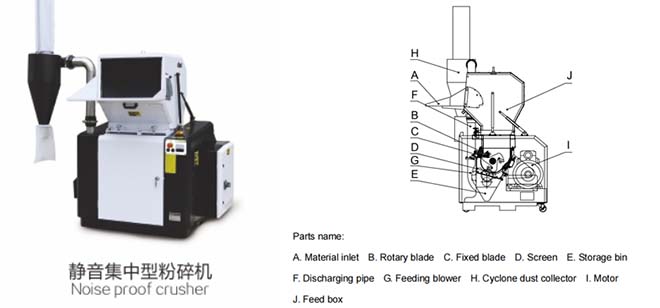
During processing progress, there will be waste material or some failed jerry cans. Crusher is suitable for granulating plastic material. The waste materials enter the cutting chamber via material inlet (A). The rotary blade (B) and fixed blade (C) granulate the materials. The particle size is controlled by the size of screen (D). The screen (D) is located at the bottom of cutting chamber. Thus it is convenient to replace screen to other different sizes.The granulated materials are dropped into the storage box (E) via the screen and be conveyed via discharging pipe (F). Use feeding blower to absorb the granulated materials into cyclone dust collector to separate the air and dust. The particles can be reused directly or sent to somewhere for storage after being granulated.
5.Air compressor
We usually supply customers with a set of air compressor which consists of air dryer, filter and air tank. Many functions need compressed air, such as high pressure inflate, deflashing, cutter and so on.
There are still many other auxiliary engines that improve the automation of your company, helps save labor and increase the production efficiency.